I came across this illuminating article by Dr. Thomas A. Troszak while doing some research on silicon production. After a good read and a few congenial emails, it became obvious that the article deserved a wider audience. Here I share an edited version with some semiconductor chip information for your reading pleasure.
Most computer chips and photovoltaic solar cells use the element silicon (Si) to control and shuttle electric current (electrons). Highly purified Si without impurities or defects is needed to create reliable high performance Si devices. Pure Si is typically derived from oxidized silicon otherwise known as silica, silicon dioxide (SiO2), and quartz.
To remove the oxygen atoms from SiO2 and isolate pure Si, the SiO2 must be treated with carbon at high temperatures, a process generally known as “reduction”. The Si thus obtained is an ordered semi-metallic element. The reduction of SiO2 to create Si is a non-spontaneous “uphill” process, in that it requires energy input and electrons derived from burning carbon. The production of ordered pure crystalline Si in turn creates disorder or increased entropy in the environment by creation of large amounts gaseous by-products such as CO, CO2, H2O, and waste heat from burning the carbon. The following describes the intensive carbon combustion processes used to make solar panels and semiconductor chips.
Why do we burn coal and trees to make solar panels (and computer chips) ?
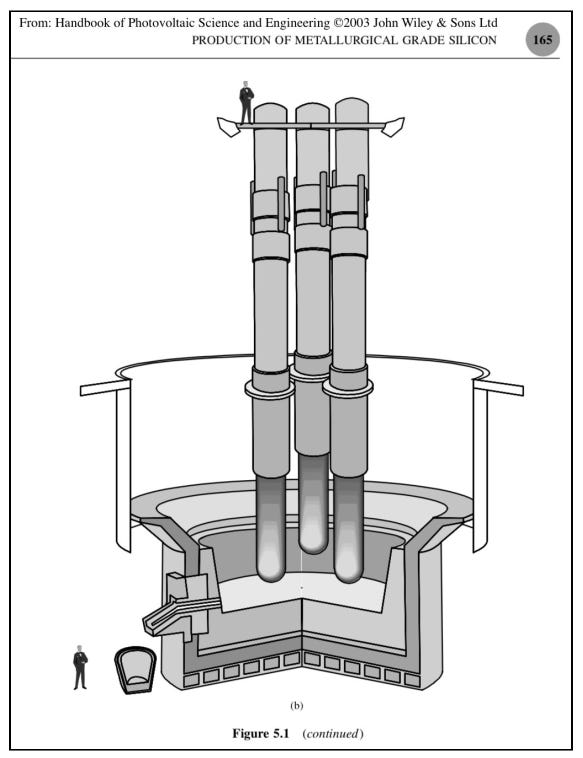
Since the early 1900s, silicon “metal” is reduced from quartz using carbon in submerged-arc furnaces, each powered by up to 45 megawatts* of electricity. (Fig 1,2). *45 megawatts (MW) is enough for a small town (about 33,000 homes).
Figure 1
Figure 2. Diagram of a silicon smelter showing the three giant carbon electrodes that provide arc temperatures > 3,000oF for smelting quartz into “metallurgical grade” silicon (mg-Si) using carbon as a reductant.[26] (John Wiley and Sons, Ltd.)
Burning carbon to make silicon
- Elemental silicon (Si) can’t be found by itself anywhere in nature. It must be extracted from quartz (SiO2) using carbon (C) and heat (from an electric arc) in the “carbothermic” (carbon+heat) reduction process
Figure 3. Pouring liquid metallurgical grade (~99% pure) silicon into molds, to cool into silicon “metal”. (Getty)
Processing of silicon requires a massive input of energy from burning fossil fuels
Fossil fuels are used generate electricity for the polysilicon, ingot, wafer, cell, and module production steps shown. [21] As a result of all these processes, the solar PV industry generates megatons of CO and CO2. But as shown below (fig 4), some often-cited descriptions of solar module production omit the raw materials and smelting process from the PV supply chain which obscures the use of fossil fuels and the vast amount of deforestation necessary for solar PV production. [1][3][9][27]
Raw materials for metallurgical-grade silicon involve burning even more carbon
Raw materials for one ton (t) MG-Si (Kato, et. al) [37]
● Quartz 2.4 t
● Coal 550 kg
● Oil coke 200 kg
● Charcoal 600 kg
● Woodchip 300 kg
Raw materials for one ton (t) MG-Si (Globe) [3]
● Quartz 2.8 t
● Coal 1.4 t
● Woodchips 2.4 t
For 110,000 tpy (tons per year) MG-Si (Thorsil) [1]
● Quartz 310,000 tpy
● Coal, coke and anodes 195,000 tpy
● Wood 185,000 tpy
When calculating CO2 emissions from silicon smelting, “by joint agreement” some authors exclude CO2 emissions from non-fossil sources (charcoal, wood chips), power generation, and transportation of raw material. [27]
Total 380,000 tpy
Sources of carbon for silicon smelting
Coal - Is a dense, rock-like fuel. The (low ash) coal used directly for silicon smelting is mostly the ”Blue Gem" from Cerrajón, Columbia, Kentucky, USA, or Venezuela. [1][2][3][5][6][7][8]
Figure 5: The Cerrajón open-pit mine in Columbia supplies “Blue Gem” coal for silicon smelters around the world.
Figure 6: A ”Slot Oven” discharging coke into a railroad car. (photo: Alamy)
Metallurgical Coke (Metcoke) is a tough, cinder-like solid fuel made by "coking" coal in large “slot ovens” - to drive out most of the volatile tars, etc. to the atmosphere as smoke, flame, carbon monoxide, carbon dioxide, sulfur dioxide, other gasses, and water vapor.
Figure 7: Metcoke burn-off (photo: Getty Images)
Figure 8: Metcoke looks like porous, silvery grey coal.
Petroleum Coke (Petcoke) - is a solid fuel in the form of pellet-like granules, which are a carbon-rich byproduct of crude oil refineries. Millions of tons of petcoke are also made directly from raw bitumen (tar). Due to its low price and high carbon content, petcoke made in American refineries from "Canadian Tar Sands” is a source of carbon exported from the U.S. to silicon manufacturers in China. [9]
Figure 9: Filling barges with petcoke outside Chicago, Ill, USA (photo)
The coking process is nearly identical to the process used for making charcoal from wood (see charcoal production below). Restricting the air supply to a large mass of burning coal allows about 40% of the coal to “burn off” - leaving behind a solid residue (coke) with a higher carbon content per ton that the original coal. It takes about 1.6 t of coal to make a ton of coke.
Wood Charcoal - Many hardwood trees must be burned to make wood charcoal. In the traditional process, wood is stacked into “beehive ovens”, ignited, then mostly smothered to prevent the wood from burning completely to ash. By weight, about 75% of the wood is lost to the atmosphere as CO, CO2, smoke, and heat.
Figure 10: “Beehive” charcoal ovens in Brazil (Alamy)
Figure 11: Wood charcoal
In Brazil, it is estimated that more than a third of the country’s charcoal is still produced illegally from protected species. [14] Brazil is a charcoal supplier to silicon producers in other countries, including the United States. Silicon smelters around the world use charcoal from many sources, so solar silicon may be smelted with charcoal made directly from rainforest not grown on plantations.
Hardwood Chips (also called Metchips) - Matchbox-sized fragments of shredded hardwood must be mixed into the silicon smelter “pot” for many reasons - to allow the reactive gasses to circulate, so the liquid silicon that forms can settle to the bottom for tapping, and to allow the resulting CO (and other gasses) to escape the smelter “charge” safely. [4]
Figure 12: This hardwood forest in the U.S. was clear cut to make wood chips
Figure 13: Wood chips are produced from forests all over the world for Si production
Silicon ore: quartz gravel and rocks
Even if sufficiently pure, silica sand won’t work in any silicon smelter, it is too fine. Selected high-purity quartz is mined and graded into “lumpy” (fist-sized) gravel for smelting. Worldwide, "solar grade” deposits of quartz are somewhat scarce, and highly valued.
Figure 15: A single polysilicon plant like this one in Tennessee, USA. can draw 400 megawatts of electricity, enough power for about 300,000 homes. (Wacker Polysilicon)
Metallurgical grade silicon (mg-Si) from the smelter is only about 99% pure, so it must undergo two more energy-intensive processes before it can be made into solar cells. First, the Siemens Process converts (mg-Si) from the smelter into polycrystalline silicon (called polysilicon) by a high-temperature vapor deposition process.
This is a bit like “growing rock candy” on hyper-pure silicon “strings” inside a pressurized-gas filled “bell-jar” reactor. As a mixture of silicon gas (made from mg-Si) and hydrogen gas passes through the reactor vessel, some of the silicon gas molecules “cling” to the electrically heated “strings” (called filaments) causing them to grow into “rods” of 99.9999% pure (or better) polysilicon.
Figure 16: When heated to around 1100°C the polysilicon “filaments” standing beneath the reactor cover can “catch” about 20% of the silicon atoms that pass through the reactor in gaseous form.
Figure 17: Polysilicon “rods” after 5 days of growth. (Siemens AG)
Each batch of polysilicon “rods” takes several days to grow, and a continuous, 24/7 supply of electricity to each reactor is essential to prevent a costly “run abort.” So polysilicon refineries depend on highly reliableconventional power grids, and usually have two incoming high-voltage supply feeds.
A polysilicon plant consumes ~1.6 - 6 t of incoming mg-Si, and requires at least 175 MWh (or more) of additional electricity per ton of polysilicon produced - about 10 times the energy already used for smelting each ton of mg silicon from ore. [11] After the rods are removed from the reactor, they are sawed into sections or broken into “chunks” for loading into crucibles in the next step.
Figure 18: Polysilicon rods and sections being broken into chunks by hand in a clean room. (Hemlock)
Silicon crystal growing (ingot production)
Figure 19: Polysilicon chunks being heated in a crucible. When melted, a single crystal will be pulled out of the liquid polysilicon. (Getty)
For making single-crystal solar cells (called mono PV) the PV industry uses the Czochralski process to further purify the polysilicon, and align the silicon molecules into a single-crystal form.
First, polysilicon chunks are melted in a rotating crucible in an inert atmosphere. Then a small seed crystal of silicon is lowered into the molten polysilicon. As the seed crystal is slowly withdrawn, a single silicon crystal forms from the tip of the seed. As the crucible turns, the polysilicon continues to grow into a cylindrical ingot, leaving most of the non-silicon impurities behind in the 5-10% of “pot scrap” remaining after the crystal is drawn free.
Figure 20: Czochralski ingot being pulled from melted polysilicon. (Image source: Siltronix)
Figure 21: Czochralski ingot after cooling (Image source: Getty)
This process requires several days, and uninterrupted power. An ingot/wafer/cell plant can use more than 100 MWh additional energy per ton of incoming polysilicon, about 6 times as much as the original smelting of the silicon from ore. After slow cooling, the ingot's unusable crown and tail are cut off (about 10%), the center is then ground down, the four “chords” (long sides) are sawn off (about 25%) leaving a rectangular “brick” so the solar wafers will be almost square after slicing.
Figure 22: Czochralski process whole ingot (left), and brick and chords after sawing (right), crown and tail (upper right) (SVM)
For multi-crystalline cells (called multi PV) polysilicon is melted in rectangular quartz molds, then allowed to cool slowly into a rectangular ingot of multi-crystalline silicon. which is trimmed to remove unusable portions, then sliced into bricks.
Silicon bricks and wafer sawing
Then, like a loaf of bread, the silicon "bricks" or logs are sliced with wire saws into thin wafers, which will later be processed into cells.
About half of the "brick" or “log” is lost as "sawdust" in the wafer slicing process, and this can't be recovered. So, after all of the energy and materials that have gone into making each "brick", much of the incoming polysilicon does not ever become finished wafers. Some of the heads, tails, chords, and trimmings can be etched (to remove contamination) and remelted using additional energy if the purity of the scrap is sufficient to justify the expense, otherwise they are discarded as waste.
PV solar cells and module production.
Once the wafers are sliced, they are made into “cells” by adding layers of other materials and components in a series of additional production steps.
Figure 24: Diffusion Furnace in the PV-TEC at Fraunhofer ISE. Loading of the diffusion tubes with batches of multicrystalline silicon wafers. The wafers, sorted into quartz boats, are brought into the (up to) 1000 °C hot quartz tubes. (Fraunhofer ISE)
Then the cells are assembled into modules. Beside silicon wafers, most solar PV modules also require many other energy-intensive materials - aluminum (for the frame), silver, copper, glass, plastic, highly toxic rare earth metals, acids, and dozens of other chemicals for processing the polysilicon into cells and modules. A lot of electricity is needed to power the cell production and module assembly, a supply of natural gas is used to provide heat in the process.
Figure 25: Solar module inspection on the assembly line.
Other materials and steps to produce solar panels
Once the modules are made, the whole PV system usually needs steel or aluminum framing, concrete, and some empty land (or a rooftop) to position it securely toward the sun, a lot of wiring to connect (through DC/AC inverters and transformers) to the existing power grid, or directly to battery banks,
Figure 26: PV support structure and concrete foundation (Hill & Smith)
Of course, it takes a lot of energy and resources to make steel, aluminum, concrete, inverters, copper wiring, and all of these other materials. In many cases, the "balance of system" components in a PV installation can require as much (or more) “up-front” resources and energy to make as the modules. [21]
In addition, the amount of fossil fuels and non-renewable resources needed to construct and maintain new PV production infrastructure (smelters, polysilicon refineries, etc.) is considerable, but has been excluded from all “life cycle analysis”(LCA)of solar PV production by definition. [38]
Transportation of solar panels and equipment
Throughout the solar PV manufacturing process all of the materials and products must be shipped to and from more than a dozen countries around the world in large barges, container ships, trains, or trucks - all powered by non-renewable oil. [36]
Power for manufacturing silicon and solar panels
Worldwide, only a few silicon smelters, like those in Norway, are powered primarily by hydro-electricity. Elsewhere, the current majority of smelters, polysilicon refineries, ingot growers, cell and module factories are running on grids powered mostly by fossil fuels and uranium. At present, more than 50% of all solar silicon is made in China, where the industrial grid is powered largely by fossil fuels, primarily low-grade coal.
Depending on the “energy mix” available, the quantity of coal, coke, or gas that is being burned to deliver
power 24/7 to the PV factories may be far greater than the amount needed as the carbon source for smelting silicon. To provide a realistic assessment of the total environmental impact of PV manufacturing, this must be added to the “fossil fuel bill” for solar PV production - along with the “embodied energy“ of PV factories. [11][12][21]
Energy used in the production of silicon computer chips
Once ultra-pure silicon is obtained, it takes over a thousand processing steps to produce a functioning integrated circuit. Intel has published a good overview video below:
On the energy side of things, today’s computer chips and many other silicon devices are highly ordered devices with close to zero defects (low entropy or low disorder). It takes energy to order things in our world. If the Si devices were not low entropy, the defects would negatively affect performance and function, especially as many chip device structures are now on the molecular and atomic scale.
One has to burn a large amount of carbon fuel to produce low entropy defect-free computer chips. It starts with a massive input of energy to run a semiconductor fab that comprises many thousands of sq ft of active floor space and support facilities, of which must stay running in some form or another 24 x 7 to maintain the proper consistent conditions for making chips. For example, fabs contain many types of finicky and expensive processing tools or machines that must be constantly maintained, and that reside in temperature and humidity controlled clean rooms, and other particle free scrubbed environments.
Chip manufacturing requires massive quantities of ultra-pure water, cool air, process gases, and specialty chemicals; as well as special care and handling of toxic and hazardous materials and waste products. Additionally, chip processing yields are not 100 % by any means, so there is a variety of waste materials to dispose of. In any case, enormous amounts of energy and materials are needed to create low defect chips that run your phone or laptop and many other aspects of modern life.
I short summary, to make a low entropy chip, carbon fuels are burned, which in turn creates disorder in the environment in the form of gaseous and liquid by-products and heat. The First and Second Law of Thermodynamics are in play here, like all of our physical reality: nothing is free, there is always a cost; and things in our world tend towards disorder. We burn fuels to create order in our world.
So how much coal or oil is needed to make a computer chip?
One seminal article suggests that to create a 32 MB DRAM chip that weighs just 2 grams, it takes 1.6 Kg (3.5 lbs) of fossil fuel, 72 grams of chemicals and 32 Kg of water. The mass of fuel burned is about 600 x the mass of the chip product.The energy density of crude oil is 41 MJ/kg, so 65.6 MJ of energy is used to create a tiny memory computer chip.
Chip and Oil Use Estimates: in 2021, about 1.15 trillion semiconductor units were shipped all over the world. Growth is expected again in 2022-2023, with forecasts suggesting a figure of around 10 percent growth. Let’s be conservative and round down to 1 trillion chips or 1 x 10^12 chips produced for some calculations below.
A) Assume it takes 1.6 Kg (3.5 lbs) of crude oil to make any computer chip -memory or microprocessor. So for for 1 trillion chips shipped in 2021, that is 1.6 trillion kg of oil is needed.
B) 1 gallon of light TX crude is about 3.3 kg, so we are looking at 484,848,484,848 gallons or about 485 billion gallons of light TX crude to make 1 trillion chips.
C) 1 barrel of oil is 42 gallons. So to make a trillion chips, you need about 11,544,011,544 barrels of oil or 11.5 billion barrels of oil
D) The crude oil demand per day in 2022 was about 100,000,000 barrels or 100 million barrels/day which is 36500 million barrels/year or 36.5 billion barrels/year of oil consumed worldwide.
E) 11.5 billion barrels for a trillion chips in a year/36.5 billion barrels of oil in a year consumed x 100 = 32 % of worlds annual oil consumption or energy equivilant need to make 1 trillion chips per year
Conclusions
Every step in the production of computer chips and solar photovoltaic (PV) power systems requires a perpetual input of fossil fuels - as carbon reductants for smelting metals from ore, for process heat and power, international transport, and deployment. Silicon smelters, polysilicon refineries, and crystal growers around the world all depend on uninterrupted, 24/7 power that comes mostly from coal and uranium. The only "renewable" materials consumed in silicon production are obtained by deforestation - for wood chips, and by burning vast areas of tropical rainforest for charcoal used as a source of carbon for silicon smelters. So far, both media and journal claims that solar PV can somehow "replace fossil fuels" have not addressed the non-renewable reality of global supply chains necessary for mining, manufacturing, and distribution of PV power systems. Based on current world production levels of solar PV, an attempt to replace conventional electricity production with solar PV would require a dramatic increase in the amount of coal and petcoke needed for silicon smelting, along with the increased cutting of vast areas of forest for charcoal and wood chips.
Readers are encouraged to examine all of the references below, to become aware of other aspects with solar pv manufacturing and deployment that are beyond the scope of this paper.
[3] “New York State Department of Environmental Conservation - Facility DEC ID: 9291100078 PERMIT Under the Environmental Conservation Law (ECL) Permit Issued To: GLOBE METALLURGICAL INC” http://www.dec.ny.gov/dardata/boss/afs/permits/929110007800009_r3.pdf(3) “Globe Metallurgical produces high purity silicon metal...The facility is a major source of emissions of sulfur dioxide, carbon monoxide, hydrogen chloride and nitrogen oxides… “The submerged electric arc process is a reduction smelting operation...Reactants consisting of coal, charcoal, petroleum coke, or other forms of coke, wood chips, and quartz are mixed and added at the top of each furnace... At high temperatures in the reaction zone, the carbon sources react with silicon dioxide and oxygen to form carbon monoxide and reduce the ore to the base metal silicon.“
[4] “The Use and Market for WOOD in the ELECTROMETALLURGICAL Industry” https://www.fs.usda.gov/treesearch/pubs/23800 (4) [woodchips are used in smelters]...to provide a large surface area for chemical reaction to take place more completely and at improved rates…To maintain a porous charge, thereby promoting gentle and uniform - instead of violent
- gas venting…To help regulate smelting temperatures…To keep the furnace burning smoothly on top…To reduce conductivity…To promote deep electrode penetration…To prevent bridging, crusting, and agglomeration of the mix…To reduce dust, metal vapor, and heat loss; and as a result to improve working conditions near the furnace.
[5] Healy, N., Stephens, J. C., & Malin, S. A. (2019). “Embodied energy injustices: Unveiling and politicizing the transboundary harms of fossil fuel extractivism and fossil fuel supply chains.” Energy Research & Social Science, 48, 219-234. (link) (5)“Cerrejón is one of the world’s largest open-pit coal mines [supplying silicon manufacturers]...energy extraction often entails the physical displacement of populations or the “slow violence” of landscape destruction, water contamination and livelihood disruption”
[6] What Terrible Injustices Are Hiding Behind American Energy Habits? By Itai Vardi • Friday, November 16, 2018 (link) (6) “There is a clear ‘consumer blindness’ and citizens and residents are often unaware of where the fuel they consume is coming from and what injustices were inflicted on communities within those sites of fossil fuel extraction,” said Healy. “Exposing these injustices of energy ‘sacrifice zones’ — like [the Cerrejón open-pit coal mine] in La Guajira, Colombia …— could be critical for future energy policy decision-making.”
[7] 2017/06/18/why-this-part-of-coal-country-loves-solar-power-215272 (7)“the seam in Whitley County [Kentucky] is an even more valuable variety of metallurgic coal known as “blue gem.”...“You need the blue gem to make the solar panels, and that’s what people don’t know,” Moses told me, articulating a simple truth: “Without Coal Valley, there’s no Silicon Valley”
5. [graph] Chinese Petcoke Consumption by Sector (2013 silicon=6%) (2014 silicon=7%) A significant share of the petcoke used in China [which was made in U.S. refineries] is imported from the United States, ...“According to the U.S. Energy Information Administration (EIA), U.S. petcoke exports to China… a staggering 7 million metric tons in 2013...accounting for nearly 75 percent of Chinese petcoke.
[10] Petroleum Coke: The Coal Hiding in the Tar Sands (10) “Because it is considered a refinery byproduct, petcoke emissions are not included in most assessments of the climate impact of tar sands"...
(11) “these furnaces would have a voracious appetite for electricity: around 105 megawatts on a continuous basis, roughly the equivalent of 68,000 homes...the facility would demand more power than the dam could provide....................................................................... Producing one ton of silicon metal requires about six tons
of raw materials.... Nearby sawmills would send seven or eight trucks per day to deliver wood
chips, which are integral to the smelting process….“The smelting process requires a rare type of metallurgic coal known as “blue gem,” … Operations at the smelter would demand approximately 48,000 metric tons of coal per year—roughly 40 rail cars each month.”
[12] https://siteselection.com/theEnergyReport/2009/apr/Wacker-Chemie/ (12) “A nuclear plant is 1200 megawatts. Fully built out, [Wacker Polysilicon] could be a third of a nuclear plant [400 MW] Not everybody out there can handle that size of a load. We’re selling the fact
that we [TVA] have the reliability, and we have a very diverse portfolio across coal, nuclear and hydro."
[13] Jungbluth, N., M. Stucki, R. Frischknecht, S. Büsser, and ESU-services Ltd. & Swiss Centre for Life Cycle Inventories. (2009) "Part XII photovoltaics." Swiss Centre for Life Cycle Inventories (link) (13) “An issue of concern is the use of charcoal in this [photovoltaic silicon] process that
originates from Asia or South America and might have been produced from clear cutting rainforest wood”
[14] Eikeland, Inger Johanne, B. Monsen, and Ingunn S. Modahl.(2001) "Reducing CO2 emissions in Norwegian ferroalloy production." Greenhouse Gases in the Metallurgical Industries: Policies, Abatement and Treatment, (Met. Soc. CIM), Toronto 325 . (link) (14) Most of the charcoal used…[for silicon production].. is imported from Asia and South America. The crude, traditional
methods of charcoal making, which are still widely used in these continents, are inefficient and strongly pollute the environment.”
[15] Nisgoski, Silvana & Muniz, Graciela & Morrone, Simone & Schardosin, Felipe & França, Ramiro. (2015). NIR and anatomy of wood and charcoal from Moraceae and Euphorbiaceae species. Revista Ciência da Madeira - RCM. 6. 183-190. 10.12953/2177-6830/rcm.v6n3p183-190. (link) (15) “charcoal supply is still present in illegal cutting of native forests, which represented 30-35% of total output [in Brazil]… charcoal consumption represents the deforestation of approximately 1.6 million hectares or 16.000 km² of the Cerrado Biome”
[16] 2017/10/burning-down-the-house-myanmars-destructive-charcoal-trade/ (16) “Dehong's silicon industry … “has caused a serious damage to forest resources," and estimated that "119,700 tons of charcoal were consumed in the production of industrial silicon in Dehong prefecture in 2014… 31 square miles—"of forests were cut down. (…) In 2016, the [silicon] industry consumed nearly twice that amount (216,273 tons of charcoal)
[17] BP Statistical Review of World Energy, 67th Edition, June 2018 (17) “despite the huge policy push encouraging a switch away from coal and the rapid expansion of renewable energy in recent years, there has been no improvement in the mix of fuels feeding the global power sector over the past 20 years. Astonishingly, the share of coal in 2017 was exactly the same as in 1998. The share of non-fossil fuels was actually lower, as growth in renewables has failed to compensate for the decline in nuclear energy.”
[18] De Castro, Carlos, Margarita Mediavilla, Luis Javier Miguel, and Fernando Frechoso. "Global solar electric potential: A review of their technical and sustainable limits." Renewable and Sustainable Energy Reviews 28 (2013): 824-835. (link) (18) “based on real examples................................................................................................................... our results show that
present and foreseeable future density power of solar infrastructures are much less (4–10 times) than most published studies… an overview of the land and materials needed for large scale implementation show that many of the estimations found in the literature are hardly compatible with the rest of human activities.”
[19] Koomey, J. G., Calwell, C., Laitner, S., Thornton, J., Brown, R. E., Eto, J. H., & Cullicott, C. (2002).
Sorry, wrong number: The use and misuse of numerical facts in analysis and media reporting of energy issues. Annual review of energy and the environment, 27(1), 119-158. (link) (19) “Unfortunately, numbers that prove decisive in policy debates are not always carefully developed, credibly documented, or correct........................................... A common mistake in the media has been to apply
this statistic (1000 homes per MW) to intermittent renewable power sources..................................................................................................................... Intermittent
renewables generally produce far fewer kilowatt-hours per MW than conventional power
plants...this widely used equivalence between homes and MW should generally not be applied to intermittent renewables such as...PVs.”
[20] Shaner, Matthew R., Steven J. Davis, Nathan S. Lewis, and Ken Caldeira. (2018) "Geophysical constraints on the reliability of solar and wind power in the United States." Energy & Environmental Science 11, no. 4 (2018): 914-925 (link)(20) “Achieving 99.97% reliability with a system consisting solely of solar and wind generation... would require a storage capacity equivalent to several weeks of average demand…Three weeks of storage (227 TW h) [which] results in ~6500 years of the annual Tesla Gigafactory production capacity or a ~900xk increase in the pumped hydro capacity of the U.S.”
[21] Carbajales-Dale, Michael, Charles J. Barnhart, and Sally M. Benson.(2014) "Can we afford storage?
A dynamic net energy analysis of renewable electricity generation supported by energy storage." Energy & Environmental Science 7, no. 5 (2014): 1538-1544. (link) (21) “PV technologies (CIGS and sc-Si)…cannot ‘afford’ any storage while still supplying an energy surplus to society… since they are already operating at a deficit...These technologies require large, ‘up-front’ energetic investments…A fractional [energy] re-investment of greater than 100% … means that the industry consumes more electricity than it produces on an annual basis, i.e. running an energy deficit”
[22] Milligan, M., Ela, E., Hein, J., Schneider, T., Brinkman, G., & Denholm, P. (2012). Renewable Electricity Futures Study. Volume 4: Bulk Electric Power Systems: Operations and Transmission Planning (No.
NREL/TP-6A20-52409-4). National Renewable Energy Lab.(NREL), Golden, CO (United States). (link) (22) “although RE Futures describes the system characteristics needed to accommodate high levels of renewable generation, it does not address the institutional, market, and regulatory changes that may be needed to facilitate such a transformation…[and] a full cost-benefit analysis was not conducted to comprehensively evaluate the relative impacts of renewable and non-renewable electricity generation options.
[26] Luque, A., & Hegedus, S. (Eds.). (2011). Handbook of photovoltaic science and engineering.
John Wiley & Sons. (link)(26) “Photovoltaics is polluting just like all high-technology or
high-energy industries only with different toxic emissions … Manufacturing of PV modules on a large scale requires the handling of large quantities of hazardous or potentially hazardous materials (e.g. heavy metals, reactive chemical solutions, toxic gases”
[28] Cleaning Up Clean Energy - https://web.stanford.edu/group/sjir/pdf/Solar_11.2.pdf(28) “the (PV) industry has largely overlooked investigative reports revealing current problems with production waste, particularly pertaining to Chinese manufacturing. Until these concerns receive more attention, promises of panel recycling will quell any public anxiety, preventing the creation of necessary safeguards to stop rogue firms from unsafe manufacturing practices”
“Leaching from broken panels damaged during natural events — hail storms, tornadoes, hurricanes, earthquakes, etc. — and at decommissioning is a big concern.”
[30] https://www.scmp.com/news/china/society/article/2104162/chinas-ageing-solar-panels-are-going-be-big-environmental-problem (30) Lu Fang, secretary general of the photovoltaics decision in the China Renewable Energy Society, wrote...By 2050 these waste panels would add up to 20 million tonnes, or 2,000 times the weight of the Eiffel Tower...Tian Min, general manager of Nanjing Fangrun Materials, a recycling company in Jiangsu province that collects retired solar panels, said the solar power industry was a ticking time bomb.“It will explode with full force in two or three decades and wreck the environment, if the estimate is correct,”
[31] https://www.solarpowerworldonline.com/2018/04/its-time-to-plan-for-solar-panel-recycling-in-the-united-states/ (31) “We’ve conducted some toxicity testing on modules, and we have seen results showing that the presence of lead is higher than the threshold allowed by the TCLP (toxicity characteristic leaching procedure)...There is a potential for leaching of toxic materials such as lead in landfill environments. If modules are intact, it’s a low risk, but as soon as they’re broken or crushed, then the potential for leaching is increased.”
[34] Tao, Coby S., Jiechao Jiang, and Meng Tao. "Natural resource limitations to terawatt-scale solar cells." Solar Energy Materials and Solar Cells 95, no. 12 (2011): 3176-3180. https://doi.org/10.1016/j.solmat.2011.06.013“Material scarcity prevents most current solar cell technologies from reaching terawatt scales. (…) Scarce materials in solar cells include indium, gallium, tellurium, ruthenium, and silver. - Natural resource limitations to terawatt-scale solar cells.”
…production of wind turbines and photovoltaic (PV) solar panels already requires a significant share of the annual global production of some critical metals… Furthermore, mining is often associated with significant environmental and social costs”
“Although the CO2 intensity of many major ship classes decreased (i.e., they became more efficient) from 2013 to 2015, total CO2 emissions from ships increased. For example, although the CO2 intensity of general cargo ships (measured as emissions per unit of transport supply) decreased by 5%, CO2 emissions increased by 9% Thus, increases in distance traveled due to a greater demand for shipping more than offset gains in operational efficiency during the period studied”
[37] Kato, K., Murata, A., & Sakuta, K. (1998). Energy pay-back time and life-cycle CO2 emission of residential PV power system with silicon PV module. Progress in Photovoltaics: Research and Applications, 6(2), 105-115.
[38] Fthenakis, V., Kim, H., Frischknecht, R., Raugei, M., Sinha, P., & Stucki, M. (2011). Life cycle inventories and life cycle assessment of photovoltaic systems. International Energy Agency (IEA) PVPS Task, 12. http://www.clca.columbia.edu/Task12_LCI_LCA_10_21_Final_Report.pdf
going down the rabbit hole from today's 2025, note and I wonder, has the calculation been done where we determine how much CO2 is required to make a PV panel compared to how much CO2 it prevents from being released when in operation over the anticipated life of the panel? it strikes me that at the very least, the breakeven time here has to be measured in years and it may not actually breakeven.
And of course, that assumes that a focus on CO2 is even appropriate as a use of our scarce resources.
this was a great description and needs to be more widely publicized.



























What a treasure trove of information and references - thank you so much for sharing.
going down the rabbit hole from today's 2025, note and I wonder, has the calculation been done where we determine how much CO2 is required to make a PV panel compared to how much CO2 it prevents from being released when in operation over the anticipated life of the panel? it strikes me that at the very least, the breakeven time here has to be measured in years and it may not actually breakeven.
And of course, that assumes that a focus on CO2 is even appropriate as a use of our scarce resources.
this was a great description and needs to be more widely publicized.